さてさて…前回の更新より時間が空いてしまいましたが、前回の続編となるクランクケース&クランクシャフトの組み方をご紹介したいと思います。
前回もお話しましたが、今回の組み込みにおいても、私は極力「精度」を出せる方向性の方法を取っています。
もちろんそれなりのスぺシャルツールは必要になりますが、それをふまえた上でのコツをお教え致しますね。
(今回は場所が場所だけに…かなり長い解説&分かりにくい文章となりますのでご了承下さいね)
では…まず分割したクランクケースですが、まずコレに「クランクベアリング」を挿入する方法からご解説します。
下準備としまして…まずはクランクベアリング内輪のグリス分を綺麗に洗浄し、冷凍庫に丸一日ほど入れておきましょう。
ベアリング自体を冷やし、体積を小さくしてケースにはまりやすい様にする為ですね。
なお、これは作業を行う前日位から冷やし切っていた方が良いです。
作業直前にアイスノンやパーツクリーナーで冷やすのとでは、かなりベアリングの入り具合に差が出てきますので…

とりあえずはベアリングを冷凍しておきましょう。
実際は丸1日も冷やす必要は無いと思われますが、気分の問題です(笑
なお、もしベアリングを入れるのに失敗した場合、再度冷やさなければならないので予備を冷やしておくと良いでしょう。
…写真はたまたま冷凍庫にあったヤマハの純正ですが、あんまり気にしないで下さいな(汗
次に、ベアリングの用意が出来たらケースを暖める準備に入ります。
これはベアリングを抜く時と同じく、「熱膨張」を利用してケース側の「穴」の体積を大きくしてやるという狙いです。
この場合の注意点は…新品ベアリングをケースに挿入する場合、もし失敗した場合には再挑戦には手間がかかるので、ケースを温める時間を若干長めに取る事でしょうか。
ですので、ケースに水をかけておくだけでは無く、粘度の低いグリスを少々吹いておくのが良いですね。
グリスの溶け始める温度で、ケースの温まり具合を判別する為です。
蒸留水が蒸発する温度は約100℃ですが、それ以上の温度を持たせてケースを膨張させてやらないと、新品ベアリングは入りつらい傾向がある様に思えますので…
なお、「ケース側にベアリングの回った跡がある」様なケースでは、新品ベアリングでもかなりスポっと入ったりします(汗
この場合、ベアリングの外周にネジロック剤やロックタイトを塗っておくのが良いでしょう。
劣化しているケースは、頻繁にはベアリングを抜かないのが良いのです。
どんどんベアリングの入る穴が広がっていきますからね…このあたりの事は「スクーターレース」のコーナーでも紹介していますの是非ご一読下さいね。
 …かなり写真が曇ってしまいましたが、ケース周りには温度把握のための水滴が見えますね。
…かなり写真が曇ってしまいましたが、ケース周りには温度把握のための水滴が見えますね。
これ+、ベアリングの入る穴&その周辺のケースにスプレーグリスを吹いています。
ベアリングの入る穴だけではなく、その周辺のケースにもグリスを吹いておくのが良いでしょう。
じっくり弱火で温めていくと、まず水か蒸発を始め、次にグリス分が溶け始め、ケースから煙が出始めます。
グリスが溶け始めたら、ベアリング挿入には丁度良い頃合だと思います。
ポイントは、ベアリング穴に付着したグリスと、ケース周辺に付着したグリスが「両方とも」熔けはじめるのを確認する事ですね。
左側ケースの様な複雑な形状だと、ベアリング穴周辺が一定の温度に熱せられていない場合がありますので…
ベアリング穴に付着したグリスが溶け始めても、その周辺が温まっていないという事を防ぐためです。
(もしそうなった場合、ベアリングが斜めに入りやすくなる傾向にある様ですね)
基本的に水&グリスが蒸発する程度の温度にまで温めれば十分かと思われますが、それでも成功率は100%では無かったりします(汗
ケース自体、「パキン!」という膨張音がしない程度の限界を見極めるのがコツなのですが…これは私もまだまだ修行中なんですよね。
きちんとした温度計で測るべきなのかなとも思っていたりしますよ。
ちなみにベアリングが斜めに入ってしまった場合は、もう一度ベアリングを抜き取るための「熱膨張」を行い、ベアリングを取り出した上で再度ベアリングを冷凍しましょう。
その場でベアリングを冷やしても入らない事は無いですが、私は基本的に1日1回のチャンスという事でこの作業を行っていますよ(笑
…本当に気分の問題なんですけれどね。「人間の指」の調子の良し悪しでも、ベアリングを真っ直ぐ落とし込めるかどうかが違って来ますので…
 そしてこうなりました。
そしてこうなりました。
両側ケースとも、ベアリングの「挿入」が完了しましたね。
前回もお話しましたが、ケースに対しては本当に優しく優しく対応してあげるのがコツでしょうか。
やはり…叩いてベアリングを入れるよりは愛情を感じますし(笑
ちなみにこの腰下は…「ねぎのリーダーすぺしゃる」な企業秘密が詰まっておりますので、モザイクはご了承下さいね。
で、右側ケースの掃気埋め部分が変色しているのは…少々炙りすぎてしまったからなんですよ(泣
私の場合、耐熱温度は160℃のメタルパテなので問題は無いですが…(汗
ケース埋め加工をされる方は、こういった方法のベアリング挿入方法を取られる場合、耐熱温度の高い素材で製作されるべきですね。
もちろん、埋めた部分を直接火にかけるのはご法度ですよ(笑
次に、いよいよクランクシャフトをケースに入れていく訳ですが、ここで一つ注意点を。
本当は腰下割りのコーナーに書くべきだったのですが、クランク腰下が組まれた状態の「クランクウェブとケースのクリアランス」、そして「オイルシールの打ち込み具合」を確認しておくべきですね。
オイルシールはともかく…クランク組み込みにあたっては、「まず左側ケースにはどの位クランクを引き込むのか」はクランクウェブとケースのクリアランスを測っておけば目安になるんですよ。
何故左側クランクウェブとケースのクリアランスを気にするのかと言えば…腰下を組み込んだ後、運が悪いとクランクシャフトの回転が重い、という事がたまにあります。
この可能性を考えて、後々フォローしやすくする為なんですね。
(詳しくは後述します)
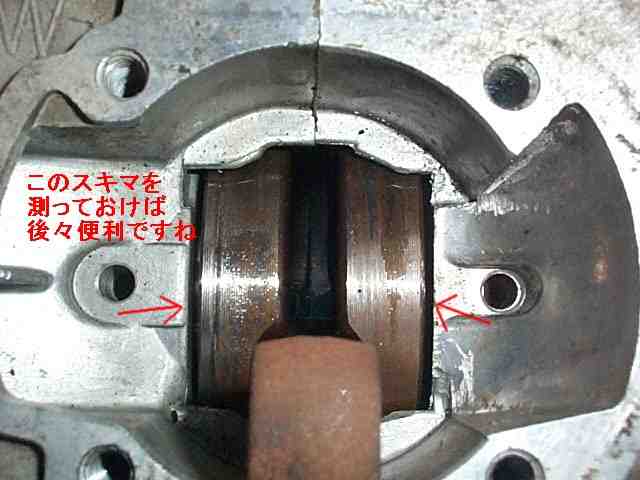 ここのスキマを測っておくワケですね。
ここのスキマを測っておくワケですね。
どんなエンジンでも基本的に1〜1.5mm程度でしょうか。
ちなみに悪いエンジンだと、ここが左右均等では無く、ちぐはぐな場合があります。
ベアリングにウェブが当たることは設計上ありませんが、ここが片寄っている場合、ブレているクランクならウェブとケース内側が当たった跡がある事もありますので…
もちろん…クランクシャフトはクランクベアリングが一番良く回る箇所で固定しなければならないのが鉄則ですので、それを合わせていくと左右全く均等なクリアランスにはならない場合もありますが。
…そしてエアインパクト等の使用で、クランクシャフトに対して激しくスラスト方向の負荷をかけた場合にも、ここがズレることがありますね。
そうなったらかなり回転が重くなり、回らない上に物凄くタレやすくなりますね。
次に、クランクシャフト本体ですが、こちらもベアリングと同様に冷凍庫に入れて冷やしておきます。
これもベアリングと同じ、冷やして体積を減らしておく、という狙いですね。
ケースに入ったベアリングを熱してクリアランスを稼ぐ事も出来るハズですが、その場合だと…クランクシャフトの「微妙な引き込み」が出来ないと思われます。
ベアリングと違い、一気に「スポーン」とクランクシャフトが入ってしまったのではダメですので…

クランクシャフトin冷凍庫です(笑
クランクは鉄ですから極力水滴は付けない方が良いので、布にくるんで冷やしておきましょう。
霜が付いてしまったら、無視して軽く拭いておく程度で良いです(汗
少しでも「引き込み」を楽にする為の無駄な抵抗ですね…
さて…いよいよクランクシャフトの引き込みに入りますが、ここは前述した通り、きちんとした工具もしくは冶具を使用しましょう。
まずは左側ケースにクランクを入れますが、ここはサービスマニュアル通りに普通に「引き込む」だけです。
あ、クランクシャフトのベアリングが入る部分には、オイル等の潤滑剤を塗布しておきましょう。


私はヤマハのインストラポットしか持っていませんので、右の写真の様な適当なカラーを使い、「ケースを直接押す」のを防いでいます。
今回はホンダ細軸エンジンが犠牲車ですので、ヤマハ用に使っているカラーでは太すぎて、ベアリングの「内輪」を抑えられないんですよね。
ここだけはホンダ純正の工具が欲しい所です。
そしてこういった工具を使う場合、「感覚」がとても大事なので、少しでもスムーズに工具を使える様に、ネジ部分にはグリスを塗りこんで使いましょう。
こういうテンションのかかる所には、きちんと工具を「潤滑して」やらないと、力のかかり具合が極端に変化してしまい、作業自体を失敗する事がありますので…
 …モザイクばっかりで申し訳ありませんが、左側が引き込めた所です。
…モザイクばっかりで申し訳ありませんが、左側が引き込めた所です。
ケースとウェブのクリアランスは、元々の規定値よりもほんの少し大きめに取りました。
これは、組み上げた後、もしもの時に「クランクを左側にずらせるための余力」なんですよね。
もちろん、失敗しないにこした事はありませんが、右側クランクの最終調整で「セリ」が出ない場合、左側から押したりする場合もありますので。(禁じ手)
左側の引き込みが完了したら次は右側に移りますが、忘れずに「ダウエルピン」を入れておきましょう。
もちろんダウエルピンにはグリスを塗っておくのが定番ですね。
ケース合わせ面には液状ガスケットを塗布しておきましょう。私はもちろんバスコー(以下略
そして…ここからがツボなのですが、とりあえず右側のケースにクランクを引き込み、「左側ケースと合わさる瞬間」まで引き込みます。
次に、ケース固定ボルトを入れるワケですが、これはまずボルトをほんの少し締め込み、次にクランクをほんの少しだけ引き、またボルトをほんの少し締める…といった繰り返しになります。
何故そうするのかと言えば、両側のケースが合わさるまでクランクを最後まで引き、ボルトを締めてしまうと…ベアリングの「内輪」が突っ張ってしまうからなのです。
具体的にはこの様な感じですね。
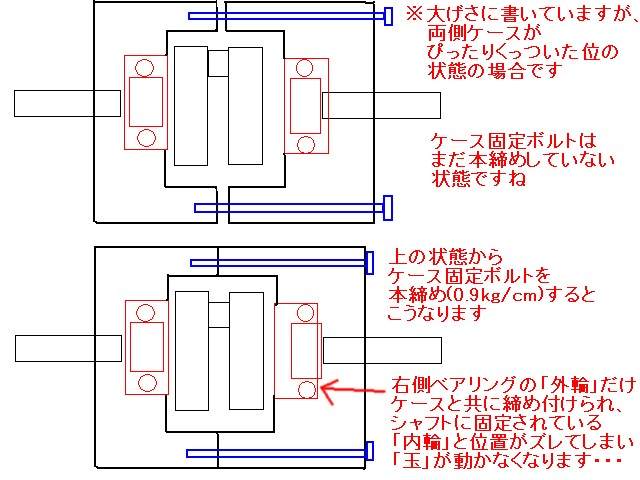 ケース固定ボルトは1kg/cmにも満たないトルクですが、全体的な「歪み」を持たせるには充分な数値なんですね。
ケース固定ボルトは1kg/cmにも満たないトルクですが、全体的な「歪み」を持たせるには充分な数値なんですね。
ボルト本締めの前にクランクが少し重く回る程度にギリギリまで引いておき、そこからボルトの本締めを行えば、ボルトを締めた時点でクランクは軽く回るハズです。
(ボルトを締める前にベアリングの「内輪」をあえて「内側」に押しておいてやる、という事です)
しかしこの方法はかなりの熟練を必要としますので…普通は先に本締めをした方が良いですね(汗
普通にボルトを本締めすると、上記の下の絵の様な感じになりますが、ここからはクランクが軽く回る様に補正してやらなければいけませんね。
補正、と言いましても、基本は「右側にせり出しているベアリングの「内輪」をほんの少し押してやる」だけなんですが(笑
(ケースが合わさった後だと、クランクシャフトを「引く」のでは無く、インストラポットでベアリングの内輪を「押す」形になりますね)
しかし口で言うのは簡単でも、これは本当に微妙な感覚なので、初めて挑戦される方にはかなり難しいと思います…
ヤマハインストラポットのスタッドボルトのナットの回し具合で…8分の1回転程度でしょうか。
明らかに「パキン!」という音がして、クランクを1段階「引き切って」しまったのでは引きすぎだと思いますよ。
 実は私、今回は少し失敗してしまい、本締めをしてもクランクが少し重かったですが(泣
実は私、今回は少し失敗してしまい、本締めをしてもクランクが少し重かったですが(泣
なので結局、左側シャフト(ベアリングの内輪)を少しだけ押し込み、センターを出しました。
あ、この写真ではインストラポットが付いたまんまですが、本締めをする時にはスタッドを緩めましょう。
シャフトに余計な「引き」のテンションが掛かっていてはダメですので。
右側シャフトを少し引いても回転が重い場合、左側から補正すると言うワザも…やむを得ない場合はアリだと思います。
…左右のベアリング玉のセンターがキッチリ出ないのではあんまり意味が無いと思いますが、何度もケースを割るよりははるかにマシなので(汗
頭の中で、ベアリングの外輪と内輪がどの様な状態になっているかを想像していけばやりやすいハズですね。
ここで少し閑話休題としますが(笑
クランクケース&シャフトについての私なりの考察を少し。
今回は1000分の8まで芯出ししたクランクシャフトを使用して組み込んでいますが…全体的なエンジンの精度については、クランクシャフトがいくら良くてもエンジン全体が100%最高の状態になる、というコトはなかなか難しいんですよね。
これも「スクーターレース」のコーナーで基本はご説明していますが、ケースの精度って「意外と」悪い物ですので…よっぽど「当たり」のケースを使わないとクリアランスが小さい&精度の良いベアリングは意味が無いと思います。
少なくとも私の経験では、芯出しクランクシャフトをバッチリ組み込んでも、ベアリングにきちんとした「良いガタ(クリアランス)」が出せるエンジンはなかなか無かったですよ。
まず、「良いケース」を判別するのには、最低限精度の出せているクランクシャフトを組んでみるのが一番なんです。
100分の1〜2以上の芯出しは必要でしょうか。
実はノーマル状態ではなかなか判断しにくいのですが…ケースの「合わせ面」って段差がありますよね?
クランクが組まれた状態でこの段差が大きいと、少なくとも両側のベアリングの位置がズレている、という判断も出来るんです。
もちろんクランクが激しくブレていれば、同様の症状になるとは思います。
(左右のケース自体をくっつける時、ひどくひねって組んだりしてもこうなるハズですが…)
 ここの合わせ面をチェックします。
ここの合わせ面をチェックします。
きちんとしたクランクを組み込めば、ケースのズレも無くなって来ると言う事のハズ…です(汗。
なお、この写真の様にケース後ろ側だけでは無く、前側の段差もあわせてチェックした方が良いでしょう。
前と後ろの合わせ面がかなりズレている、というケースもありますので。
実際は、ベアリング穴位置では無く合わせ面の精度が悪いと言う事もありますが…
シリンダーやヘッドを装着した状態で腰下の「位置決め」をしてから「腰下の本締め」をしても良さそうな物ですが、元々精度の悪いスクーターのケースにはあんまり効果が無いかと思っていたりします。
腰下を本締めせずに腰上を組み付けて、腰下に余計なテンションが掛かり、ベアリング&シャフトのズレを誘発する方が私は怖いので…
コレ、是非とも色々な方のご意見をお聞きしたいですねぇ〜。
話が飛びましたが…もちろんそれだけではケースの精度は判断出来ませんが…仮に、新品のクランクをきちんと組むとします。
そしてベアリングに「慣らしによるクリアランス」が全く出ていない状態、すなわち新品の状態でクランクを手でゆすってみて、クランク(ベアリング)にガタがあれば、最低限のベアリングのクリアランスが稼げる程度の精度がある、という結論になります。
ある程度使い込んでしまえば「ベアリングのガタ」は出てくる物ですので、新車状態でコレを確認すればエンジン(クランクケース)が当たりかハズレかをある程度判断出切るんですよね。
悪いエンジンだと、新品のクランク&ベアリングを組み、シールを取り付けない状態でクランクを回転させた場合、全然軽く回らない場合があるんです。
(もちろん、クランクが軽く回りやすい様に上記の方法で補正した場合でもですが)
コレだと…はっきり言って何をチューンしてもかなり効果が半減するんですね。
もちろん「アタリ」が出てくれば回転が重い、という事は無くなってきますが…良いエンジンとは「伸びきり具合」が全く違ってきたりしますしね。
(パワーが無ければ無い程はっきり出ます)
私、レース用ライブエンジンで、大枚はたいて1000分の3まで芯出しした新品クランクを、業者に組んで貰って、帰ってきたら無茶苦茶クランクが重かった、という経験もあるんです。
結局そのクランクケースの精度がとんでもなく悪かったという事で、半年使ってもシャフトの「ガタ」は現れませんでした…
もちろんパワーなど出るはずも無く…すごく遅かったですよ(笑
長くなりましたが…結局ケースの精度という物は、運任せしか無いんです(泣
どう頑張って精度を出して組んでも、それ以上にケースが悪い、という場合は多々ありますので…
…さてさて、ケースの精度についてのうんちくが終わった所で、最後の手順、オイルシールを入れる段階です。
これは…単純に規定値まで押し入れるだけですね。
最初に手で真っ直ぐ入れてやり、後はパイプなりカラーなりで規定の深さまで押し込んでやればOKです。
もちろん、シールのリップ部分にはシリコングリスを塗っておきましょう。
…オイルシールのケース接触面に潤滑剤を塗るのは賛否両論ありますが、私は何も塗りません。
そのまま脱脂して挿入しますよ。
オイルシールが時間と共に抜けてくる事を何よりも恐れているので…油分は付けたく無いんですよ(汗


左側は普通のカラー+インストラポットで押し込んでいます。
右側は…オイルシール押し込み冶具です。
こういう物があればなかなか便利だったりしますよ。…自作では無く他作ですが(爆
(自分で作れる範囲ですよね。金属である必要は無いですし)
ちなみにこの冶具…規定値以上のギリギリの深さまでシールを押し込める設計だったりします(笑
…ここだけの話、ホンダエンジンは基本的に、ケースの「ツラ」から左側1mm、右側6mmまでシールを入れる事が可能だったりしますよ。
これは細軸、太軸、ライブ共に同じ様ですね。
ほんの少しの1次圧縮比UPになりますよ。
 そしてオイルシールが入れば…やっとこさ完成です〜。
そしてオイルシールが入れば…やっとこさ完成です〜。
今回は色々加工もあったので凄い手間でしたが…なんとか形になっておりますね(笑
いつものごとく、「せっかくだからちゃんとしよう」のスタンスなので…
毎度毎度時間はかかりますが、腰下ならゆっくりじっくりやってもOKですよね。
いつもながらこの瞬間は嬉しいですねぇ。
さてさてこれで全ての手順はおしまいです。
前後編に渡った腰下のバラし方&組み方…いかがでしたでしょうか?
今回ばかりは本っ当に無茶苦茶な長文&内容になってしまいましたが…ご容赦下さいね(汗
私なりに「限界の精度」を追求した方法ですが、これについては色々な方のご意見をお聞きしたい所でありますよ。
自分で今回の作業に点数を付けるとしたら…80点という所でしょうかね(笑
クランクの引き込みを1発で決められなかったのと、そのおかげでベアリングのガタがそれほど出せなかったのがちょっとダメです(泣
もちろん少しの慣らしで解決する範囲ではありますがね。
しかし1000分の8まで気合を入れたクランクシャフトだけに、ちょっと心残りですねぇ。
1発でキメたかったですよ(笑
あ、言い忘れてましたが…今回の犠牲車のエンジン、レストア中のG´に載せる予定のエンジンなんです。
レーシングエンジンではありませんよ(笑